
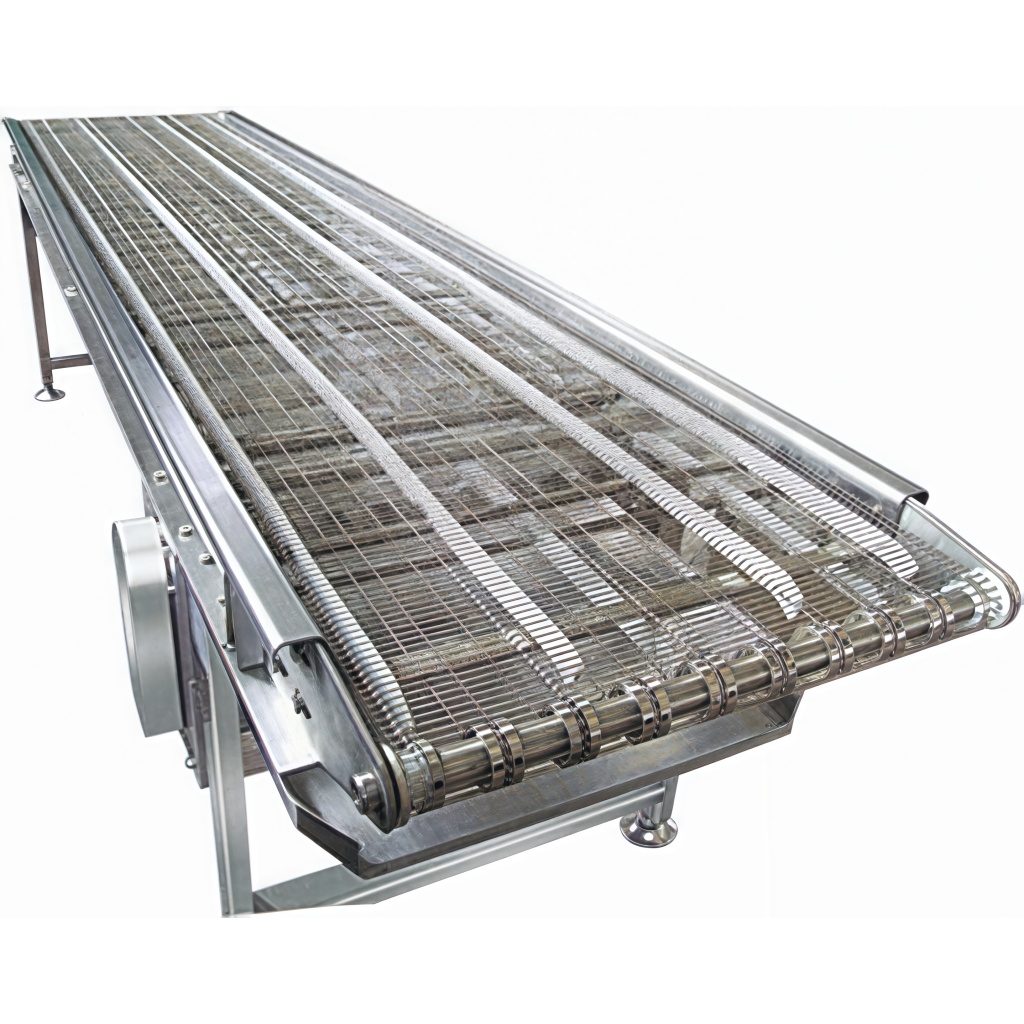
Our mesh belt conveyor is designed to provide stable, efficient, and damage-free material transport, making it ideal for handling delicate and precision products. Since there is no relative movement between the material and the belt, it effectively prevents wear, scratches, and breakage, ensuring the quality of the conveyed items. This makes it particularly suitable for food processing, pharmaceuticals, electronics, and high-precision industries where product integrity is crucial.
The conveyor operates with minimal noise, reducing noise pollution in the workplace and creating a comfortable working environment. This feature makes it ideal for use in laboratories, cleanrooms, high-tech manufacturing, and office-based production lines, where quiet operations are necessary.
We understand that different industries and applications require specific solutions, which is why our conveyor systems are fully customizable. Customers can specify the belt material, conveyor width and length, speed settings, inclination angles, and additional functional components to perfectly integrate with their production systems. Whether you need a stainless steel belt for food safety, a heat-resistant belt for high-temperature environments, or a corrosion-resistant design for chemical applications, we can provide a tailor-made solution to meet your needs.
Key Advantages:
-
Smooth and Stable Conveying – Prevents product damage by eliminating friction between the conveyor belt and materials, ensuring safe transport for delicate items.
-
Low-Noise Operation – Suitable for quiet working environments such as cleanrooms, laboratories, and office-based production lines.
-
Simple and Robust Structure – Designed for long-term durability, easy maintenance, and reduced operational costs.
-
Fully Customizable Solutions – Conveyor specifications can be tailored based on user requirements, including belt material, speed, dimensions, and special functionalities.
-
Hygienic and Safe Design – Available in food-grade stainless steel and other industry-specific materials to ensure compliance with safety and hygiene standards.
-
Versatile Applications – Suitable for industries requiring high precision, such as food processing, pharmaceuticals, electronics, light manufacturing, and automated production lines.
Application Fields:
Our mesh belt conveyor is widely used in food production, medical and pharmaceutical manufacturing, electronic assembly lines, light industrial automation, and logistics handling systems. It is ideal for applications requiring gentle handling, stable transportation, and low-noise operation. With its customizable design, high durability, and energy-efficient performance, it helps businesses streamline production processes, improve operational efficiency, and ensure product quality.
Whether you need a conveyor for delicate food items, precision electronic components, or high-speed industrial automation, our solutions provide reliability, efficiency, and superior performance tailored to your specific requirements.



